Mit einem zentralen, vollautomatisierten Hochregallager im Herzen seines neuen Firmengebäudes sichert der Spezialist für hochwertige Uhrenteile höchste Qualität, Präzision und Prozesssicherheit – und setzt damit einen neuen Branchenmassstab in der Intralogistik.

Planung und Umsetzung eines zentral gelegenen Hochregallagers im Neubau am Standort Tramelan
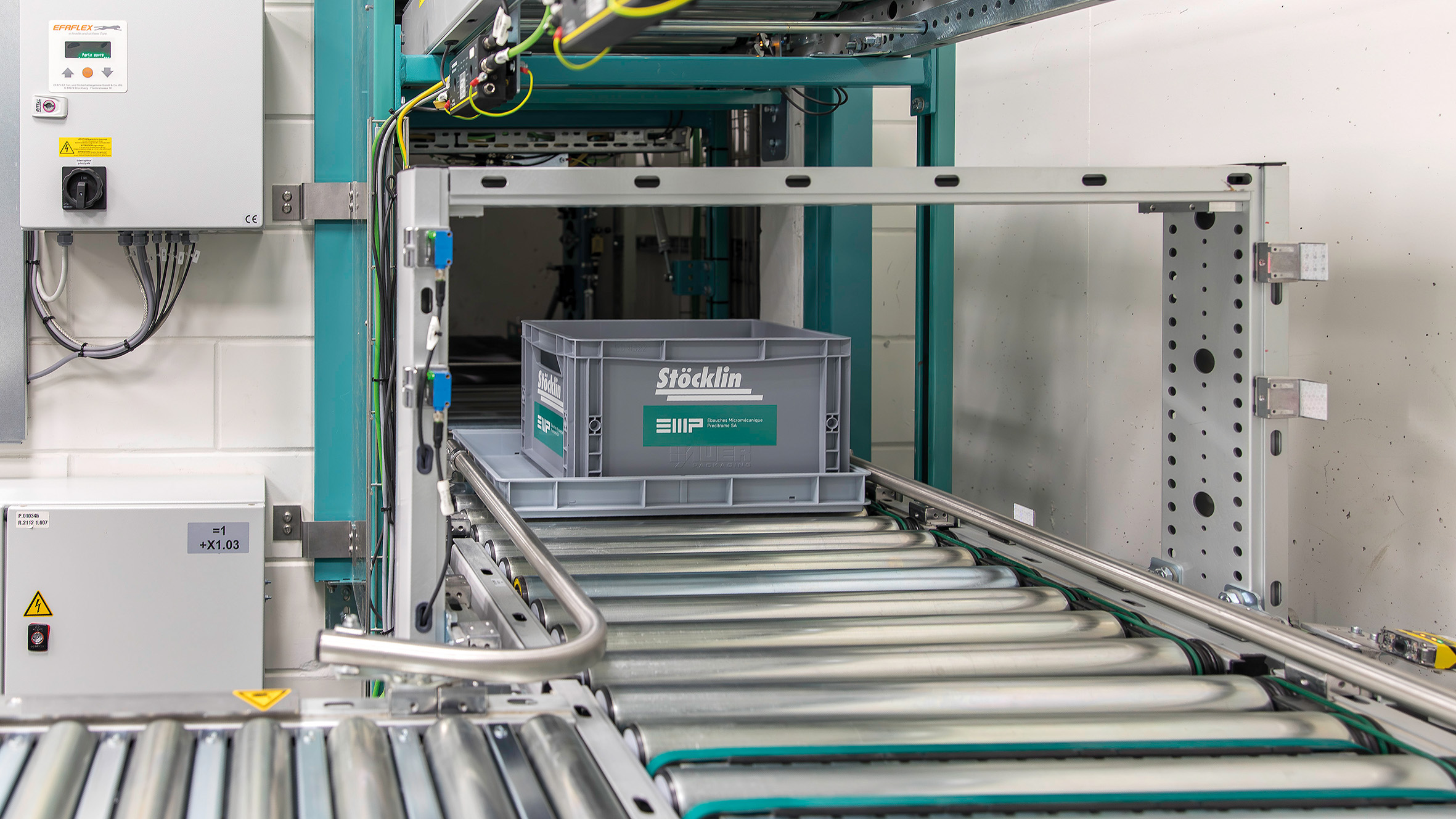
Integrierte Lösung mit vollautomatischem, 22 Meter hohem Hochregal für rund 12.000 Behälter und manuellen Lagerkapazitäten für 800 Paletten inklusive Bedien- und Förderanlagen, Implementierung der Steuerungssoftware und Anbindung an die Unternehmenssysteme
Das in der Gebäudemitte liegende, inertisierte Lager ersetzt die bis dahin dezentrale Lagerung hochwertiger, feinmechanischer Teile in den Werkstätten und sorgt für kontrollierte Bedingungen und erschütterungsarme Transportwege
Die Aus- und Einlagerung erfolgt über Kommissionierplätze auf allen vier Stockwerken – möglichst nah an der Verarbeitung, was Prozesswege verkürzt und sicherer macht und zusammen mit neuer Transparenz über die Bestände eine nie dagewesene Teilequalität sichert
Die Uhrenindustrie kommt mit besonderen Anforderungen an die Intralogistik: Neben einer Vielzahl kleiner und kleinster feinmechanischer und hochwertiger Teile sind auch grosse, schwere Materialgebinde sowie empfindliche Spezialwerkzeuge zu bewegen und bei begrenztem Raum in hoher Dichte zu lagern. Als Spezialist und Zulieferer für hochwertige Uhrenteile und mikrotechnische Komponenten wollte EMP die Produktion am Standort Tramelan auf ein neues Niveau heben – und plante mit Stöcklin 2021 eine massgeschneiderte, automatisierte Lagerlösung im neu entstehenden High-Tech-Gebäude.
Das 22 Meter hohe, mittig gelegene automatisierte Lager ersetzt die bis dahin dezentrale Teilelagerung in den Werkstätten. So lassen sich wertvolle Rohlinge sowie fertig bearbeitete feinmechanische Teile unter kontrollierten Bedingungen zuverlässiger verwahren bei stabilen Temperaturen und Dank Inertisierung, geschützt vor Brand und Feuchte. Die Aus- und Einlagerung erfolgt über Kommissionierplätze auf allen vier Stockwerken – möglichst nah an der Verarbeitung, was Prozesswege verkürzt und sicherer macht.
Mit realitätsnahe Praxistests für den vibrationsarmen, kollisionsfreien Transport empfindlicher Werkzeuge und Rohlinge liessen sich potenzielle Risiken aussteuern. Auch die Ergonomie der Kommissionierplätze wurde gemeinsam mit Mitarbeitenden entwickelt und unter Praxisbedingungen getestet. Dabei spielten prototypische Factory Acceptance Tests eine wichtige Rolle. So stellten die Projektpartner sicher, dass Mechanik, Software und Sicherheit unter realitätsnahen Bedingungen fehlerfrei zusammenspielen und hohe Akzeptanz finden, bevor das System in den produktiven Betrieb überging. Damit verankerte EMP die «Null-Fehler»-Erwartung der Schweizer Präzisionskultur direkt im Abnahmeprozess.
Durch das automatisierte Handling wurden Risiken von Beschädigungen und Verlusten auf den Transportwegen deutlich minimiert. Das Warehouse Management System verschafft ganzjährig eine genaue Übersicht über die Bestände – bei immenser Zeitersparnis gegenüber der zuvor aufwändigen jährlichen Inventur. Zentralisierung und Automatisierung im Lager sorgen für Ordnung, Sicherheit und Nachverfolgbarkeit, für wesentliche Prozessverbesserungen und einen Qualitätssprung für Kundenprodukte. Das High-Tech-Lager wurde für EMP zur Visitenkarte für Innovationskraft und sichert das Image als Technologieführer der Branche.