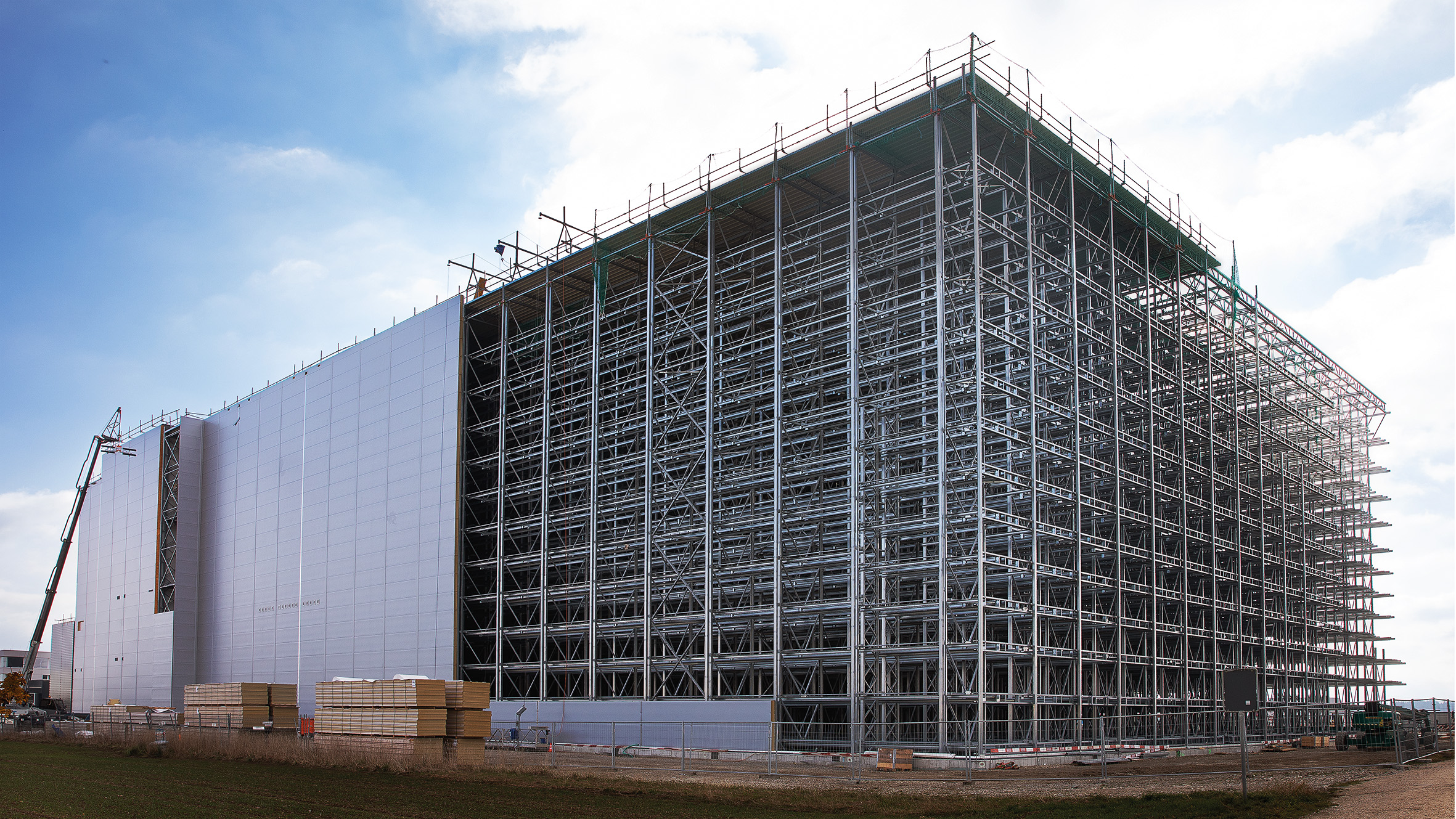
Modernización y ampliación simultánea del almacén de estanterías elevadas totalmente automatizado de Bell Schweiz AG.

Ampliación y modernización de un almacén de estanterías altas totalmente automatizado
Nueva instalación de tres máquinas de almacenamiento y recuperación y sustitución de cuatro máquinas de almacenamiento y recuperación con la solución del sistema BOXer, ampliación del sistema de transporte de contenedores, incluidos nuevos raíles, sistema de estanterías de 3 pasillos para más de 29.000 contenedores.
Máxima disponibilidad del sistema gracias a una tecnología probada y un servicio 24/365
Los módulos de software para un funcionamiento sin vibraciones permiten una rápida puesta en marcha y reducen los costes de mantenimiento, conexión al sistema ERP y de gestión de almacenes de un proveedor externo.
Bell Food Group es uno de los principales procesadores de carne y productos precocinados de Europa. Su gama de productos incluye carne, aves, charcutería, marisco, productos precocinados y vegetarianos. Con varias marcas como Bell, Eisberg, Hilcona y Hügli, el Grupo Bell cubre una amplia gama de necesidades de los clientes. Entre sus clientes figuran el comercio minorista, la restauración y la industria alimentaria.
La ampliación incluyó la entrega de máquinas de almacenamiento y recuperación de la solución de sistema BOXer, así como la instalación de un sistema de estanterías de 3 pasillos con una longitud de 20 m y capacidad de almacenamiento para más de 29.000 contenedores con almacenamiento de doble profundidad. También nuevos: dos carruseles en las plantas baja y superior con conexión a la tecnología de transporte existente. Se instalaron un total de tres nuevas máquinas de almacenamiento y recuperación BOXer y se sustituyeron cuatro máquinas de almacenamiento y recuperación por tecnología BOXer que incluye software antibalanceo. Se han alcanzado picos de apilamiento de 410 contenedores por hora.
Para garantizar el rendimiento y la competitividad en el principal mercado suizo, el grupo Bell Food decidió modernizar y ampliar simultáneamente el almacén de gran altura totalmente automatizado existente con soluciones logísticas de Stöcklin. La máxima disponibilidad del sistema requerida por Bell está garantizada por soluciones probadas como la solución de sistema de almacenamiento y recuperación BOXer. Además, Stöcklin garantiza tiempos de respuesta cortos en caso de avería mediante un servicio 24/365.